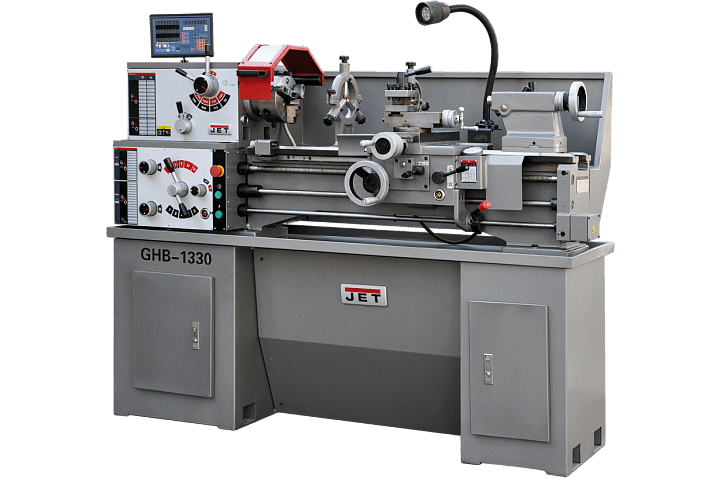
Станок токарно-винторезный JET УЦИ GHB-1330A DRO (50000700T)

Артикул товара:
50000700T
Сертификат дилера
![Сертификат дилера JET]()

2 года гарантии
842 000
i




Сертификат дилера
Характеристики
Мощность, кВт : 2.8
Максимальный диаметр обработки над станиной, мм : 330
Максимальный диаметр обработки над суппортом, мм : 197
Расстояние между направляющими, мм : 187
Расстояние между центрами, мм : 760
Высота центров, мм : 166
Отверстие шпинделя, мм : 38
Конус шпинделя : МК-5
Сертификат дилера
![Сертификат дилера JET]()
Все товары бренда
Артикул товара:
50000700T
Получите индивидуальное коммерческое предложение
Характеристики
Характеристики товара
Мощность, кВт
2.8
Максимальный диаметр обработки над станиной, мм
330
Максимальный диаметр обработки над суппортом, мм
197
Расстояние между направляющими, мм
187
Расстояние между центрами, мм
760
Высота центров, мм
166
Отверстие шпинделя, мм
38
Конус шпинделя
МК-5
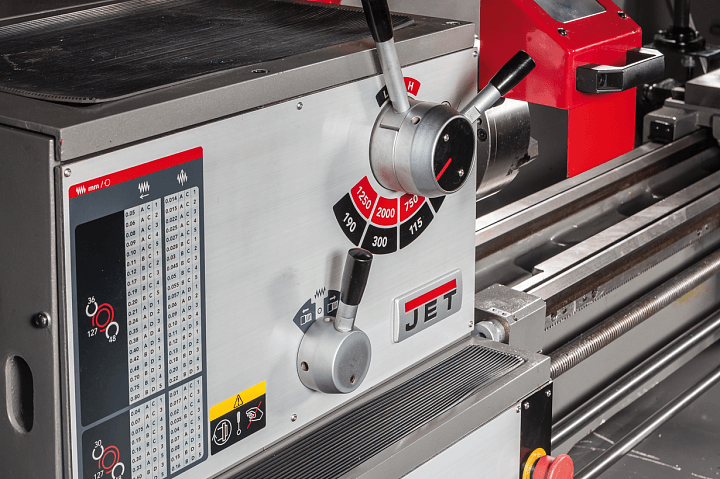
Количество скоростей
8
Метрическая резьба
0.45 - 10 мм
Дюймовая резьба
3.5 - 80 TPI
Поперечный ход суппорта, мм
160
Диаметр пиноли, мм
32
Ход пиноли, мм
95
Габариты (ДхШхВ)
1650*762*1200
Масса, кг
600
Комплектация

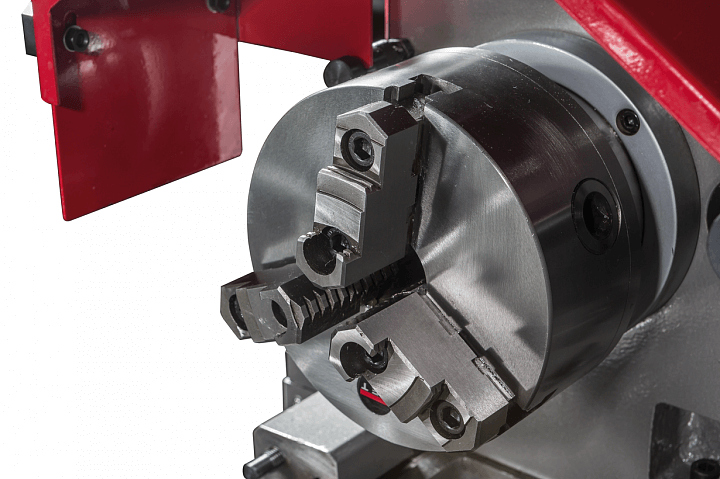
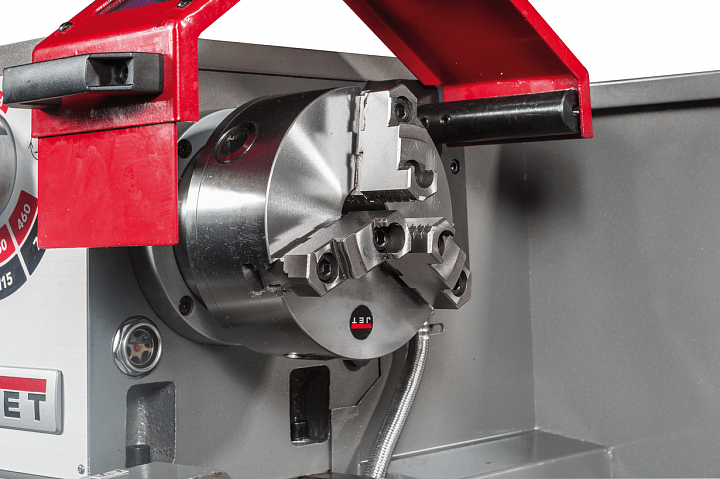
3-х кулачковый патрон Ø160 мм с прямыми/обратными кулачками
4-х кулачковая планшайба Ø200 мм
Планшайба Ø300 мм
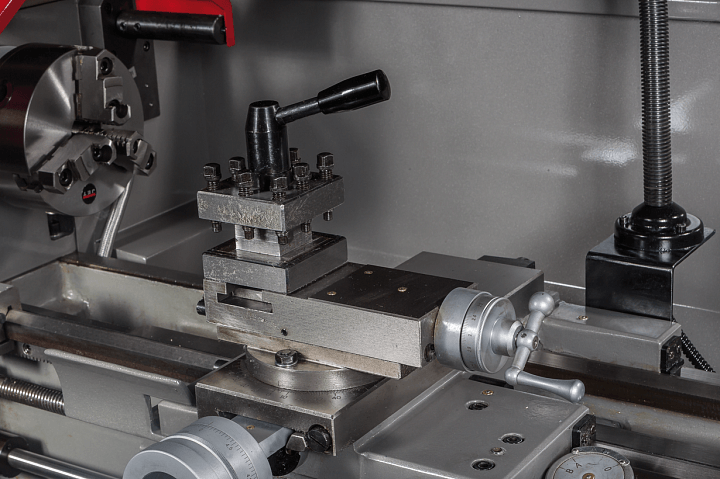
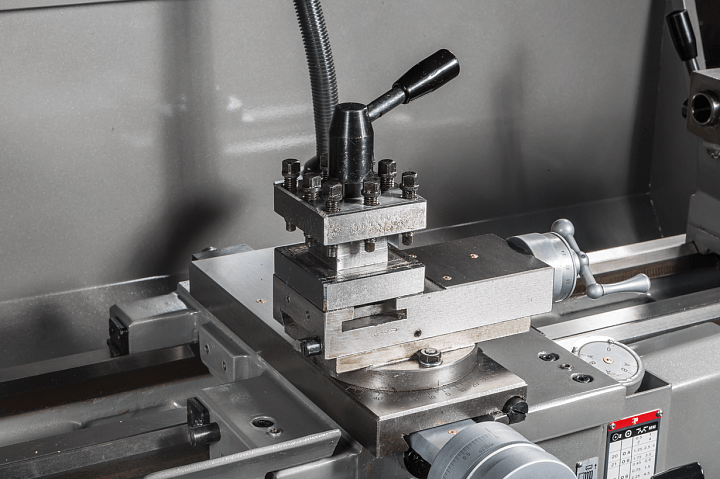
4-х-позиционный резцедержатель с фиксатором
Подвижный и неподвижный люнеты
Поддон для сбора стружки
Указатель резьбы
Подставка с регулируемыми опорами
Защитный экран патрона с концевым выключателем
Защитная задняя стенка
Защита резцедержателя
Защита ходового винта
2 не вращающихся центра МК-3
Переходная втулка МК-5/МК-3
Набор сменных металлических шестерён
УЦИ по 3-м осям, цена деления 0,005 мм, погрешность ± 1 знак
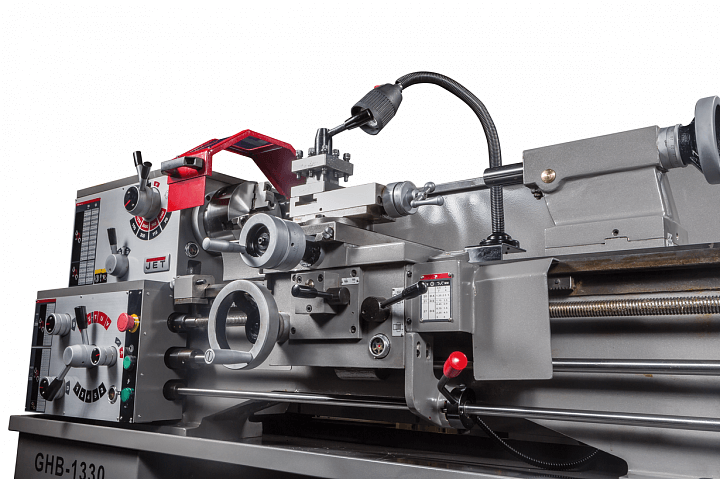
Лампа освещения рабочей зоны
Подставка
Ключ для 3-х кулачкового патрона
Концевой упор продольного перемещения
Ящик с инструментом
Руководство по эксплуатации
Описание
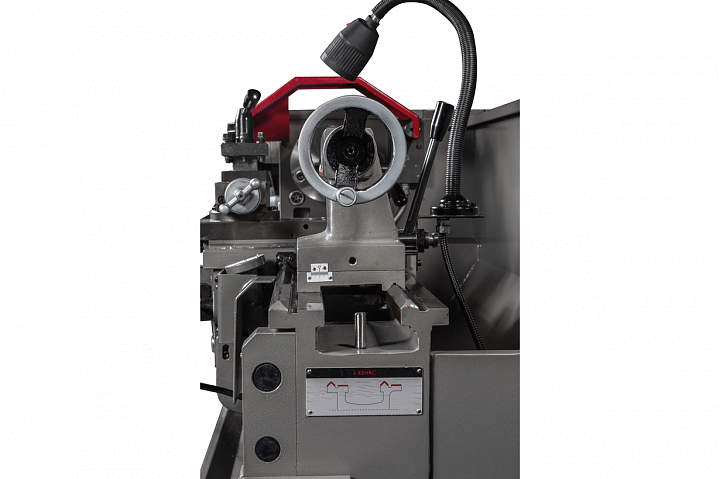
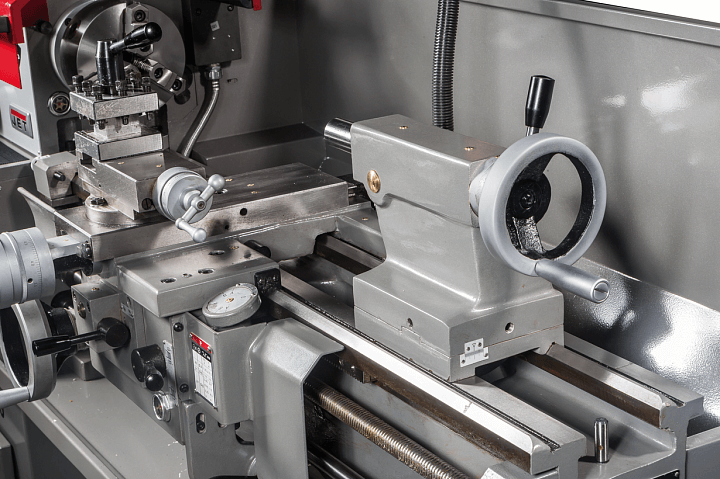
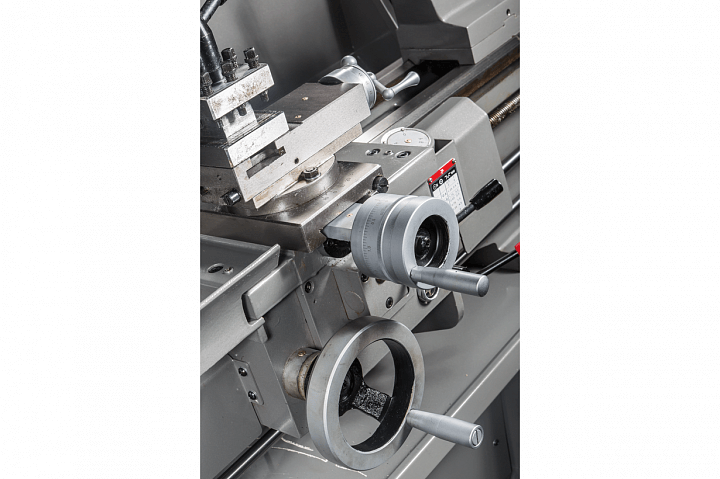
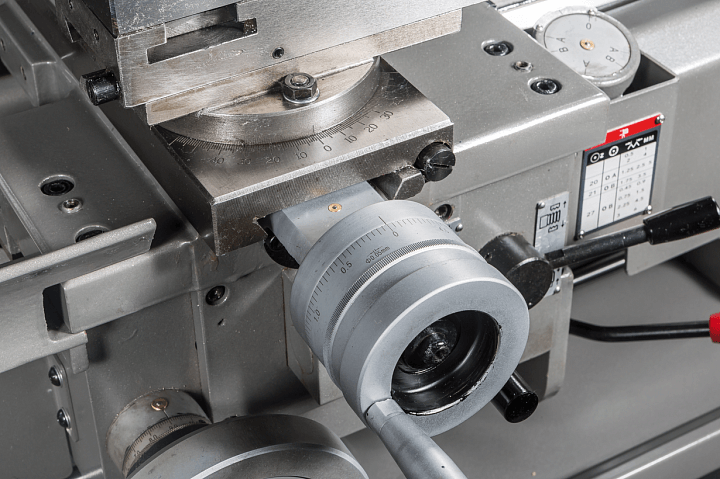
Токарно-винторезный станок GHB-1330A DRO позиционируется компанией JET как профессиональное оборудование для мастерских, автосервисов, небольших предприятий и домашних специалистов по обработке металла. По своей сути, это GHB-1330 A, дооборудованный устройством цифровой индикации (УЦИ). При использовании такого устройства существенно повышается точность обработки и, как следствие, снижается процент возможного брака. Данное оборудование выпускается по промышленному стандарту DIN 8606 (соответствие всех параметров и допусков для станков средней точности). На станке можно обрабатывать заготовки диаметром 330 мм над станиной или 197 мм над суппортом. Скорость оборотов шпинделя от 70 до 2500 об/мин, расстояние между центрами составляет 760 мм. Мощность двигателя 2800 Вт.
- Для работы станку требуется напряжение 380В.
- Направляющие станины станка закаляются в индукционной печи, а затем шлифуются. Такой подход позволяет повысить точность обработки и продлить срок службы изделия.
- Привод шпинделя станка погружен в масляную ванну. За счет этого привод работает тише, хорошо охлаждается и, как следствие, прослужит дольше.
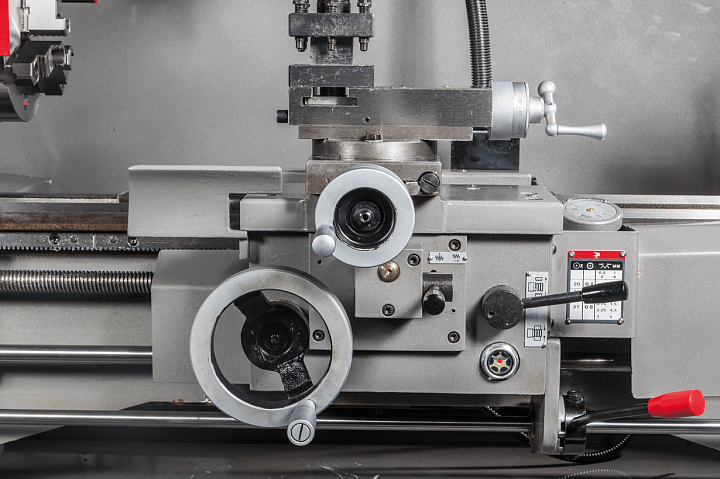
- Станок двухвинтовой: его ходовой винт предназначен для нарезания резьбы, а ходовой вал - за точение в режиме автомат.
- Толчковый режим помогает облегчить переключение режимов работы. GHB-1330A DRO оборудуется автоматической подачей продольного и поперечного суппорта.
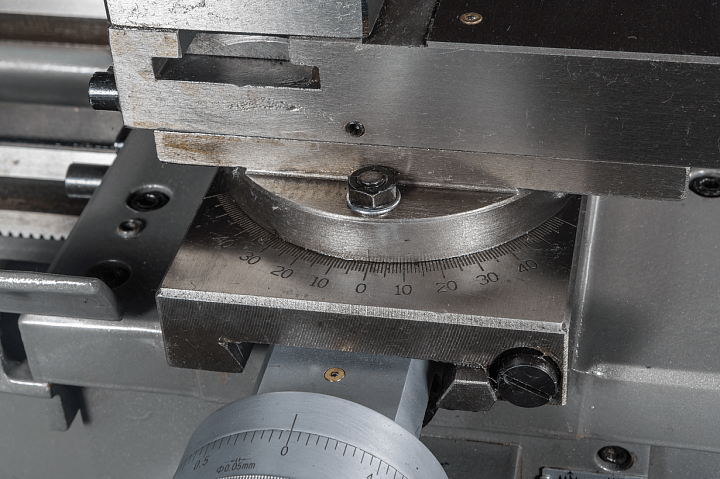
- Предусмотрена регулировка задней бабки в поперечном направлении для обточки конических заготовок.
ОСОБЕННОСТИ:
- Эксклюзивный протокол приемки JET с сертифицированными допусками (DIN 8606)
- Закаленные и отшлифованные направляющие станины
- Механизм привода шпинделя постоянно работает в масляной ванне
- Закаленные и отшлифованные шестерни передней бабки
- Автоматическая подача продольного и поперечного суппорта
- Регулировка зазоров направляющих при помощи клиновых планок
- Регулируемая в поперечном направлении задняя бабка для обточки конусов
- Толчковый режим работы шпинделя
- УЦИ по 3 осям, цена деления 0,005 мм, погрешность ± 1 знак (DRO)
- Современный аналог 1А616, 1616, 16Б16 и Т-4
- Для работы станку требуется напряжение 380В.
- Направляющие станины станка закаляются в индукционной печи, а затем шлифуются. Такой подход позволяет повысить точность обработки и продлить срок службы изделия.
- Привод шпинделя станка погружен в масляную ванну. За счет этого привод работает тише, хорошо охлаждается и, как следствие, прослужит дольше.
- Станок двухвинтовой: его ходовой винт предназначен для нарезания резьбы, а ходовой вал - за точение в режиме автомат.
- Толчковый режим помогает облегчить переключение режимов работы. GHB-1330A DRO оборудуется автоматической подачей продольного и поперечного суппорта.
- Предусмотрена регулировка задней бабки в поперечном направлении для обточки конических заготовок.
ОСОБЕННОСТИ:
- Эксклюзивный протокол приемки JET с сертифицированными допусками (DIN 8606)
- Закаленные и отшлифованные направляющие станины
- Механизм привода шпинделя постоянно работает в масляной ванне
- Закаленные и отшлифованные шестерни передней бабки
- Автоматическая подача продольного и поперечного суппорта
- Регулировка зазоров направляющих при помощи клиновых планок
- Регулируемая в поперечном направлении задняя бабка для обточки конусов
- Толчковый режим работы шпинделя
- УЦИ по 3 осям, цена деления 0,005 мм, погрешность ± 1 знак (DRO)
- Современный аналог 1А616, 1616, 16Б16 и Т-4
1.) Производитель может без уведомления дилера менять комплектацию, технические, визуальные параметры товара и место его производства. 2.) Продавец снимает с себя ответственность за полную совместимость в случаях самостоятельного подбора клиентом запасных частей для изделия.