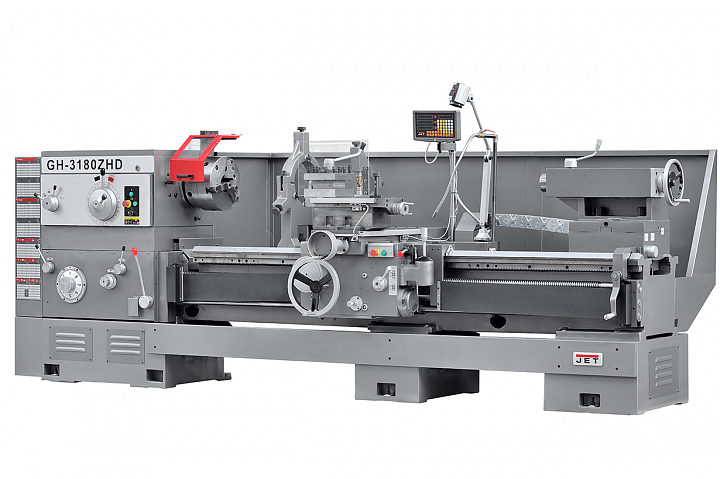
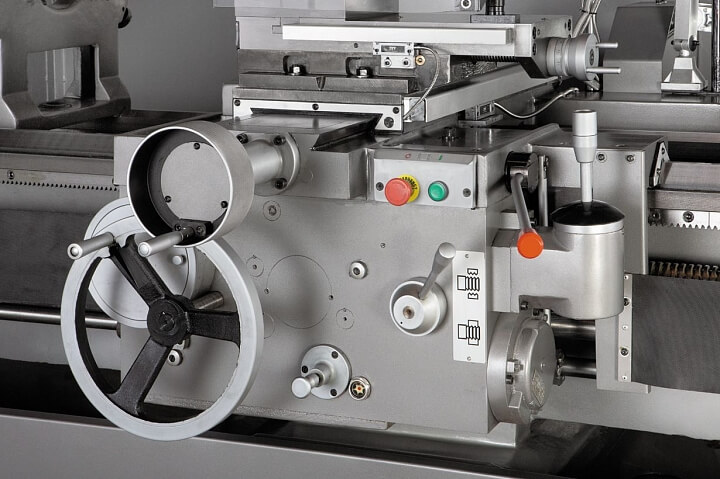
Станок токарно-винторезный JET GH-3180 ZHD RFS (50000837T)

Артикул товара:
50000837T
Сертификат дилера
![Сертификат дилера JET]()

2 года гарантии
4 900 000
i
















Сертификат дилера
Характеристики
Мощность, кВт : 11
Максимальный диаметр обработки над станиной, мм : 800
Максимальный диаметр обработки над суппортом, мм : 510
Расстояние между направляющими, мм : 560
Расстояние между центрами, мм : 2000
Отверстие шпинделя, мм : 105
Конус шпинделя : ø120 мм 1:20
Количество скоростей : 18
Сертификат дилера
![Сертификат дилера JET]()
Все товары бренда
Артикул товара:
50000837T
Получите индивидуальное коммерческое предложение
Характеристики
Характеристики товара
Мощность, кВт
11
Максимальный диаметр обработки над станиной, мм
800
Максимальный диаметр обработки над суппортом, мм
510
Расстояние между направляющими, мм
560
Расстояние между центрами, мм
2000
Отверстие шпинделя, мм
105
Конус шпинделя
ø120 мм 1:20
Количество скоростей
18
Метрическая резьба
1 - 240 мм
Дюймовая резьба
1 - 14 TPI
Питчевая резьба
1 - 28 DP
Модульная резьба
0.5 - 120 MP
Поперечный ход суппорта, мм
480
Диаметр пиноли, мм
100
Ход пиноли, мм
230
Габариты (ДхШхВ)
3275*1393*1537
Масса, кг
5150
Комплектация

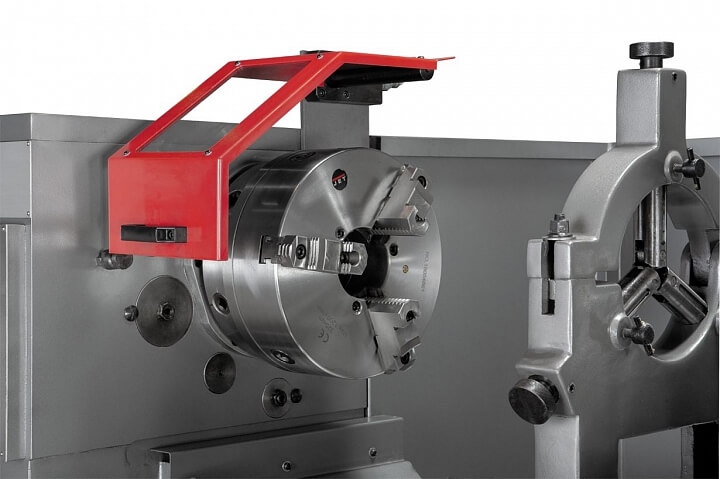
3-х кулачковый патрон Ø325 мм с прямыми/обратными кулачками
4-х кулачковый патрон Ø500 мм
Планшайба Ø625 мм
4-х позиционный резцедержатель с фиксатором
Галогенная лампа местного освещения
Система подвода СОЖ
Ускоренное перемещение
Подвижный и неподвижный люнеты
Ускоренное перемещение продольного суппорта
Ускоренное перемещение поперечного суппорта
Инструментальный ящик для обслуживания станка
Поддон для сбора стружки
Задняя защитная стенка
Защитный экран патрона с концевым выключателем
Защита резцедержателя
Защита ходового винта
Ключ для 3-х кулачкового патрона
Ключ резцедержателя
Ящик с инструментом
Руководство по эксплуатации
Описание
GH-3180 ZHD - еще одна новинка линейки GH в продуктовом портфеле компании JET. Это токарно-винторезный станок индустриального класса, предназначенный для обработки массивных и длинномерных заготовок из различных сортов стали, сплавов или цветных металлов, который может работать в условиях длительных и тяжелых нагрузок. Станок изготавливается в строгом соответствии с протоколом DIN 8606, что обеспечивает соблюдение всех технологических допусков и норм, а также обеспечивает его обязательной гарантией в странах Таможенного союза ЕАЭС. Наилучшим местом применения станка станут металлообрабатывающие предприятия промежуточного и полного цикла, предприятия оборонной отрасли, крупные ремонтные мастерские. Как и у всех представителей данной серии, диаметр обработки над станиной равен 800 мм, со съемным мостиком - до 1000 мм (с ограничением до 310 мм по длине обработки).
- Главное отличие данной модели - расстояние между центрами, у GH-3180 ZHD DRO оно увеличено до 2000 мм.
- Для обеспечения стабильной и эффективной работы с заготовками увеличенного размера и массы станок оборудован асинхронным электродвигателем мощностью 11 кВт.
- Он способен обеспечить вращение шпинделя на скоростях от 7,5 до 1000 об/мин, необходимую скорость можно выбирать из заранее предустановленных диапазонов. Автоматическая коробка подач имеет 65 предустановленных режимов в обеих плоскостях, что позволяет нарезать все типы резьб.
- Для того, чтобы заказчик смог в кратчайшие сроки произвести установку, пусконаладку и ввод станка в эксплуатацию, вместе с GH-3180 ZHD DRO поставляется весь необходимый комплект опций, включая систему подачи СОЖ, ножной тормоз шпинделя, 3-х и 4-х кулачковые патроны, планшайбу, люнеты, лампу освещения рабочей зоны, механизм ускоренной подачи шпинделя, поддон для стружки, заднюю защитную стенку и др.
ОСОБЕННОСТИ:
- Эксклюзивный протокол приёмки JET с сертифицированными допусками (DIN 8606)
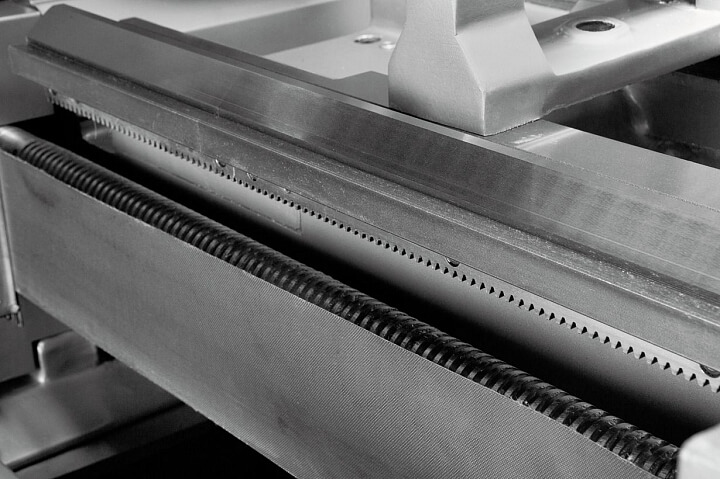
- Массивная станина станка из серого чугуна
- Закаленные и отшлифованные направляющие станины
- Механизм плавного пуска защищает двигатель и увеличивает срок службы привода
- Механизм привода шпинделя постоянно работает в масляной ванне
- Увеличенный диаметр проходного отверстия
- Диапазон частот вращения шпинделя от 7,5 до 1000 об/мин
- Наличие съемного мостика для увеличения диапазона обрабатываемых деталей
- Коробка передач позволяет нарезать резьбу без замены шестерен
- Удобное управление продольной и поперечной подачей при помощи крестового джойстика с кнопкой ускоренного перемещения
- Толчковый режим работы шпинделя
- Закаленные и отшлифованные шестерни в передней бабке и в коробке передач
- Регулировка зазоров направляющих при помощи клиновых планок
- Централизованная система подачи смазки продольного суппорта
- Регулируемая в поперечном направлении задняя бабка для обточки конусов
- Пятипозиционный управляющий вал с кулачками
- Передняя бабка с механической муфтой
- Современный аналог 16К40, 1А64, ДИП-400 (1Д64)
- Главное отличие данной модели - расстояние между центрами, у GH-3180 ZHD DRO оно увеличено до 2000 мм.
- Для обеспечения стабильной и эффективной работы с заготовками увеличенного размера и массы станок оборудован асинхронным электродвигателем мощностью 11 кВт.
- Он способен обеспечить вращение шпинделя на скоростях от 7,5 до 1000 об/мин, необходимую скорость можно выбирать из заранее предустановленных диапазонов. Автоматическая коробка подач имеет 65 предустановленных режимов в обеих плоскостях, что позволяет нарезать все типы резьб.
- Для того, чтобы заказчик смог в кратчайшие сроки произвести установку, пусконаладку и ввод станка в эксплуатацию, вместе с GH-3180 ZHD DRO поставляется весь необходимый комплект опций, включая систему подачи СОЖ, ножной тормоз шпинделя, 3-х и 4-х кулачковые патроны, планшайбу, люнеты, лампу освещения рабочей зоны, механизм ускоренной подачи шпинделя, поддон для стружки, заднюю защитную стенку и др.
ОСОБЕННОСТИ:
- Эксклюзивный протокол приёмки JET с сертифицированными допусками (DIN 8606)
- Массивная станина станка из серого чугуна
- Закаленные и отшлифованные направляющие станины
- Механизм плавного пуска защищает двигатель и увеличивает срок службы привода
- Механизм привода шпинделя постоянно работает в масляной ванне
- Увеличенный диаметр проходного отверстия
- Диапазон частот вращения шпинделя от 7,5 до 1000 об/мин
- Наличие съемного мостика для увеличения диапазона обрабатываемых деталей
- Коробка передач позволяет нарезать резьбу без замены шестерен
- Удобное управление продольной и поперечной подачей при помощи крестового джойстика с кнопкой ускоренного перемещения
- Толчковый режим работы шпинделя
- Закаленные и отшлифованные шестерни в передней бабке и в коробке передач
- Регулировка зазоров направляющих при помощи клиновых планок
- Централизованная система подачи смазки продольного суппорта
- Регулируемая в поперечном направлении задняя бабка для обточки конусов
- Пятипозиционный управляющий вал с кулачками
- Передняя бабка с механической муфтой
- Современный аналог 16К40, 1А64, ДИП-400 (1Д64)
1.) Производитель может без уведомления дилера менять комплектацию, технические, визуальные параметры товара и место его производства. 2.) Продавец снимает с себя ответственность за полную совместимость в случаях самостоятельного подбора клиентом запасных частей для изделия.
